- 材料采购
- 完整加工
- 表面处理
- 公差高达 h6
- ISO 9001:2008 认证
- 数十年的经验
- 技术咨询
- 验收和测试
特性。
活塞杆、轴、心轴。
我们可以在加工中心为您生产直径达 600毫米、长度达 400 毫米的单件或小批量产品。在我们的车床上,可以加工直径达 200毫米、长度达 3500毫米的零件。
- 材料质量
我们采用优质钢材,如 20MnV6、42CrMo4V、16MnCr5,不锈钢如 1.4571 或 1.4462,以及铝合金或有色金属作为制造的原材料。
- 设计和图纸
- 我们很乐意为您定制的机械元件进行开发和设计,或者根据您的模型进行制造。我们在此过程中使用诸如有限元计算和CAD/CAM等现代方法。

- 涂层
铝阳极氧化、钢硬化、镀硬铬或镀镍层——根据您的应用需求。内外表面都可以应用青铜和合成的涂层作为滑动面。
设计。
我们使活塞杆发挥作用。
无论是作为精密轴、轮轴、导柱还是活塞杆。作为集成的梁、导杆或耐压的介质分配器,用于在高压下输送流体。
- 精密轴
无论您的轴或活塞杆需要什么样的端部,我们都能满足您的需求:外螺纹、内螺纹、轴颈、圆柱形或锥形轴座、径向孔或滑键槽,带扳手安置区域、四方或六边形。
- 功能连杆
带有圆形或矩形法兰的连接杆和活塞杆,带有圆盘的轴。整体式,在末端或中间焊接。即使是具有特殊几何形状的耳轴式法兰,对我们来说也不是问题。
- 分配轴
耐高压介质分配器,纵向和横向钻孔。带有管螺纹或锥形螺纹,用于直接油口连接。如果需要,还可以配备合适的密封圈,以便直接安装到您的机械外壳中。
制造技术
采用最先进的车削、钻孔和铣削中心进行切削加工。通过内外珩磨、精加工和研磨进行精细加工。实心、空心轴或深孔钻孔——采用所有常见的 ISO 配合。以下是我们的制造技术,通过我们良好的合作伙伴网络,我们也可以在车削和铣削领域实现更大的尺寸。
- 车削
- 最大直径可达 200毫米
- 长度可达 3500毫米

- 珩磨
- 内径 650毫米
- 外径 400毫米
- 长度可达 7,000毫米

- 研磨
- 外圆磨削:磨削长度可达 1800毫米,直径 400毫米
- 平面磨削:600x300x400毫米 (长x宽x高)
- 材料:钢、青铜、铝等

- 焊接
- 机器人控制焊接,直径 Ø 可达 500毫米
- 长度可达 6,000毫米

- 涂层
- 钢材涂覆合成的或青铜
- 腐蚀防护(磷化/镀镍/镀锌/镀铬/喷漆)
- 阳极氧化

- 铣削
- 最大直径 600毫米
- 长度可达 2,000毫米

验收和测试

- 超声波检测
- 渗透检测
- 磁粉检测
- 根据 DIN EN 10204 执行 3.1 和 3.2 验收测试证书
- 可根据要求提供其他测试
活塞杆、轴、轮轴的应用实例
 |
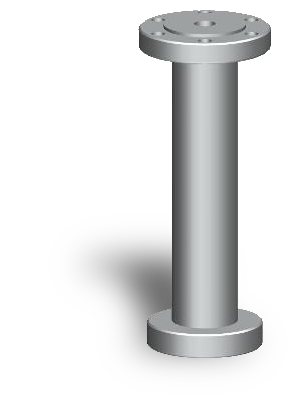
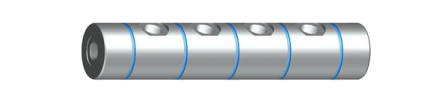
用于试验台的支撑轴
制造步骤:车削和固定装置钻孔 材料:S355,直径分别为260毫米和75毫米,长度为350毫米 |
 |
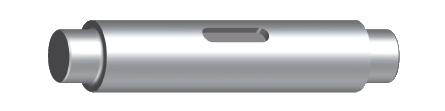
纺织机械的接收轴
制造步骤:车削、钻孔和珩磨 材料:20MnV6 镀铬和珩磨的,直径 25毫米,长度 469毫米 |
 |
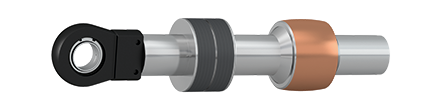
用于轭架试验台的轴
制造步骤:车削和外围加工 材料:42CrMo4V,直径200毫米,长度1200毫米 |
 |
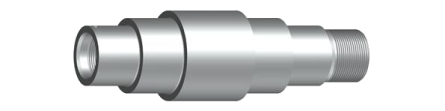
驱动活塞杆
制造步骤:车削和切割长度 材料:42CrMo4V,不同直径从150到180毫米,长度912毫米 |
 |
用于输送技术的活塞杆
制造步骤:锯切和两侧车削 材料:轴承材料 20MnV6 镀铬和珩磨的,直径 30毫米,长度 655毫米 |
 |
用于合成的材料制造的延长杆
制造步骤:启动,铣削外围的螺纹和表面 材料:C 45 K 级钢,直径 32毫米,长度 626毫米 |
 |
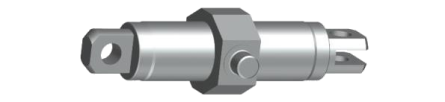
特殊机械制造中的适配器
制造步骤:车削、钻孔和铣削 材料:42CrMo4V镀铬,直径36毫米,长度80毫米 |